Brazing Cracks In Thin Sheet Metal

How To Braze Steel In Metalworking Brazing Welding Projects Metal Working

Metal Brazing Tips And Advice Johnson Matthey

Brazing Definition And How To Braze Metals Mechanicallyinfo Com
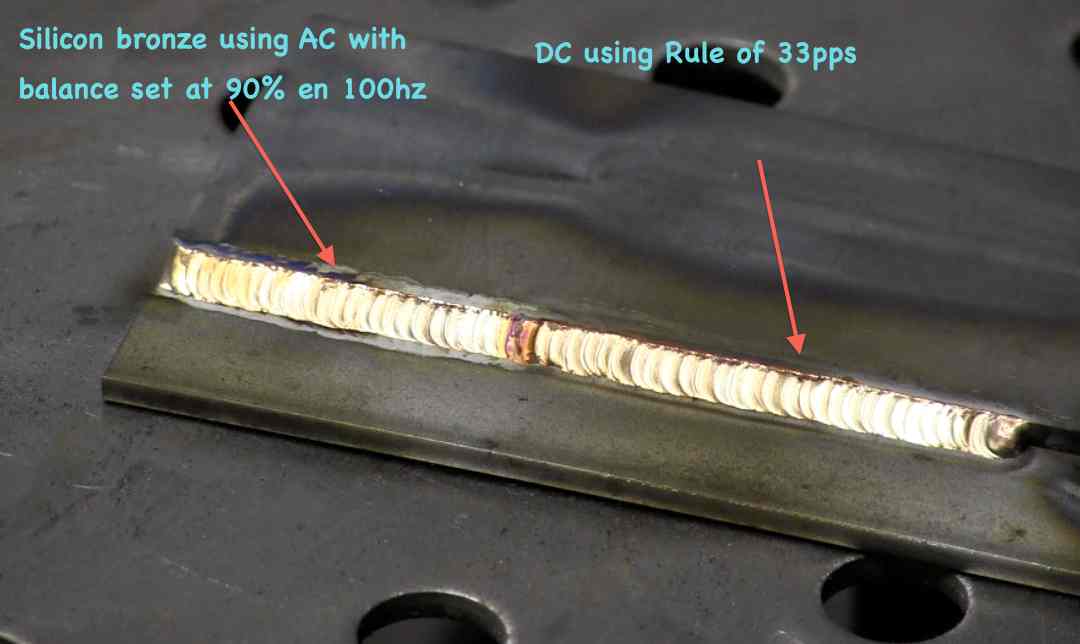
Tig Welding Brazing With Silicon Bronze

What Metals Can Be Brazed The Harris Products Group

Failure Of A Dissimilar Metal Braze In An Expansion Joint Springerlink

Quench only after the braze filler metal has solidified to avoid cracks or rough braze joints.
Brazing cracks in thin sheet metal.
Brazing Drawing Challenge Part 2 Answers

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Pin On Advances In Engineering Key Scientific Articles

How To Easily Join Together Aluminum Plates Repair Aluminum Parts Metal Welding Diy Welding Welding

Brazing Aluminium Successes Failures Youtube

Aluminum Welding Cast Iron Welding Pot Metal Repair Silver Solder With Muggyweld Com Youtube Welding Aluminum Brazing Welding

Brazing Flux 101 The Harris Products Group

Procedures For Brazing Pipe And Tubing The Harris Products Group

How To Easily Repair Holes In Aluminum Repair Welding Aluminum Solar Power Diy

Sem Images Of The Cu Weld Metal Brazing Interface Zones Formed With Download Scientific Diagram

Sem View Of Inclusions In Braze Metal Of Lap Joint Aluminium Grade Download Scientific Diagram
The Welders Warehouse Blog

How To Solder Aluminum Soldering Welding Aluminum How To Clean Metal

How To Correctly Braze Silver Solder A Copper Pipe 5 Steps With Pictures Instructables
Source : pinterest.com
